 Dịch
Dịch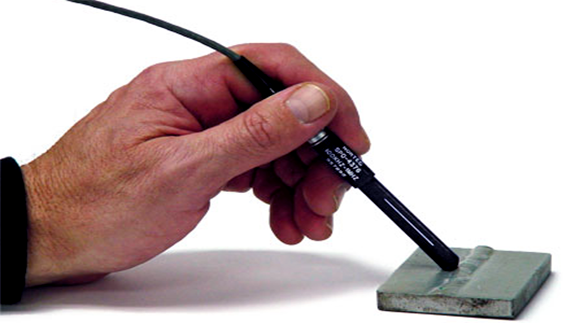
Kiểm tra chất lượng mối hàn là một công đoạn không thể thiếu trong sản xuất. Sản phẩm hàn phải chuyển qua giai đoạn kiểm tra để loại loại bỏ những sản phẩm lỗi, tránh những rủi ro, sai sót khi lặp đặt hệ thống hoàn chỉnh.
Đặc Điểm Hàn Một Số Kim Loại
Khuyết tật hàn, nguyên nhân và biện pháp khắc phục .Khi chúng ta đã kiểm tra kỹ Máy hàn và khẳng định máy hàn các bạn dùng không có lỗi thì bắt đầu xem xét các nguyên nhân sau :
Sai Hỏng, Khuyết Tật Về Hình Thức Lắp Gép Kết Cấu
- Nguyên nhân: không nắm được yêu cầu từ bản vẽ, thiếu hiểu biết về liên kết hàn làm chất lượng mối hàn kém.
- Khắc phục: đọc kỹ bản vẽ, tuân thủ chỉ dẫn và xem lại các kiểu lắp ghép liên kết hàn.
Kích Thước Mối Hàn Không Phù Hợp
- Nguyên nhân: khe hở lắp ghép không đúng, dòng điện hàn và vận tốc hàn cha chuẩn xác, góc độ que hàn không đúng, không quan sát kỹ vũng hàn.
- Khắc phục: điều chỉnh lại các yếu tố nêu trên . Kiểm tra kỹ thông số máy hàn
Cháy cạnh
Nguyên nhân: dòng điện hàn và vận tốc hàn lớn, góc độ que hàn không đúng, di chuyển hồ quang quá nhanh.
Khắc phục: giảm dòng điện hàn, rút ngắn hồ quang, hàn chậm và dừng hồ quang ở cạnh mối hàn
Đóng Cục, Chảy Xệ, Chảy Tràn
Nguyên nhân: dòng điện hàn quá lớn hoặc quá nhỏ, hồ quang quá dài, que hàn nóng chảy quá nhanh, dao động không chính xác, tốc độ hàn chậm.
Khắc phục: chọn và điều chỉnh lại chế độ hàn, rút ngắn hồ quang, lưu ý cực tính nếu hàn bằng dòng 1 chiều
Miệng Hàn Không Đầy
- Nguyên nhân: do thao tác nối mối hàn hoặc kết thúc đường hàn không tốt.
- Khắc phục: điều chỉnh lại thao tác nối và kết thúc mối hàn.
Khuyết Tật Phía Trong Mối Hàn
Các dạng vết nứt
-Nguyên nhân: lượng tạp chất trong vật liêu hàn cao, hàn lượng C lớn, dòng điện hàn lớn, tốc độ nguội nhanh.
-Khắc phục: nung sơ bộ trước khi hàn, giảm dòng điện hàn, giảm tốc độ làm nguội, vệ sinh sạch mép hàn trước khi hàn.
Không ngấu
-Nguyên nhân: mép hàn không đúng, dòng hàn nhỏ, tốc độ hàn lớn, chiều dài hồ quang lớn, nguồn nhiệt không tập trung.
-Khắc phục: tăng dòng điện hàn, giảm tốc độ hàn, vát mép đúng kích thước, điều chỉnh lại góc độ que hàn.
Lỗ hơi
-Nguyên nhân: hàm lượng C trong vật liệu hàn lớn, que hàn ẩm, bề mặt mép hàn cha sạch, tốc độ hàn nhanh, hồ quang dài. -Khắc phục: dùng que hàn đã sấy khô, làm sạch mép hàn, điều chỉnh chiều dài hồ quang và tốc độ hàn.
Các Phương Pháp Kiểm Tra
Kiểm Tra Phá Hủy
Thực chất là các phương pháp kiểm tra cơ học và hóa học nhằm xác định độ bền cơ học và tính chất của mối hàn. Để tiến hành kiểm tra phải tiến hành lấy các mẫu cắt ra từ các mối hàn thực hiện theo quy trình tương tự trong thực tế.
Kiểm Tra Không Phá Hủy Bao Gồm Các Phương Pháp Cơ Bản Sau
- Kiểm tra hóa học.
- Kiểm tra ăn mòn.
- Kiểm tra kim loại học.
- Thử kéo.
- Thử uốn.
- Thử độ dai va đập.
- Thử độ cứng…
Kiểm Tra Không Phá Hủy
Thực chất là các phương pháp kiểm tra mà mối hàn cũng như kết cấu hàn không bị phá hủy sau khi kiểm tra.
- Nhóm phương pháp này được áp dụng trực tiếp cho các sản phẩm hàn. Có nhiều phương pháp kiểm tra không phá hủy, tùy từng yêu cầu của kết cấu mà có thể sử dụng phương pháp thích hợp.
Các Bước Kiểm Tra Sản Phẩm Hàn
Kiểm Tra Trước Khi Hàn
- Kiểm tra vật liệu hàn.
- Kiểm tra phôi hàn.
- Kiểm tra dụng cụ gá lắp.
- Kiểm tra gá lắp.
- Kiểm tra thiết bị hàn.
- Kiểm tra nguồn năng lượng.
- Kiểm tra trình độ chuyên môn người thợ.
Kiểm Tra Giữa Công Việc
- Kiểm tra giám sát việc thực hiện công nghệ.
- Kiểm tra việc thực hiện quy trình hàn.
- Kiểm tra khả năng làm việc của thiết bị.
- Kiểm an toàn lao động.
Kiểm Tra Cuối Công Việc
- Kiểm tra sơ bộ bằng các phương pháp kiểm tra đơn giản nhằm phát hiện các hư hỏng, khuyết tật nếu phát hiện cần tiến hành sửa chữa.
- Kiểm tra nghiệm thu chất lượng sản phẩm.
Kiểm Tra Chất Lượng Mối Hàn
Kiểm Tra Bằng Quan Sát
Cách kiểm tra này bắt buộc ngời thợ hàn phải nắm được và phải thực hiện chúng trong quá trình làm việc. Bao gồm các hình thức sau:
- Kiểm tra bằng mắt thường: đánh sạch xỉ hàn ở mối hàn, dùng mắt quan sát phát hiện các khuyết tật lớn.
- Kiểm tra bằng kính phóng đại: dùng kính lúp quan sát, bằng cách này có thể phát hiện các khuyết tật nhỏ.
- Kiểm tra bằng dưỡng: dùng các dưỡng (mẫu) chế tạo sẵn theo tiêu chuẩn ớm vào các mối hàn. Bằng cách này kiểm tra được chiều rộng, chiều cao mối hàn.
Kiểm Tra Bằng Chiếu Xạ
Dựa trên khả năng xuyên qua kim loại của các tia X và tia gama, thông qua tấm phim ở phía sau sẽ phát hiện được khuyết tật bởi các vết sẫm.
Kiểm Tra Bằng Siêu Âm
Trong phương pháp này, chùm sóng siêu âm chiếu vào mối hàn cần kiểm tra thông qua đầu phát. Sóng siêu âm sẽ đi qua môi trường đồng nhất và phản xạ trở lại. Nhờ một đầu thu và bộ hiển thị các sóng phản xạ sẽ cho biết khuyết tật có trong mối hàn.
Kiểm Tra Bằng Thẩm Thấu
Phương pháp này sử dụng các chất lỏng có tính thẩm thấu vào các khuyết tật bề mặt bởi lực mao dẫn. Trong phương pháp này cần có chất liệu màu (thường là màu trắng). Chất liệu màu được quét lên 1 phía đường hàn, chất lỏng thẩm thấu (thường là màu đỏ) được bôi về một phía.
Sau khoảng thời gian nhất định chất lỏng thẩm thấu sẽ thấm qua các khuyết tật và trên nền trắng của chất liệu màu xuất hiện vết của chất lỏng, thông qua đó xác định được khuyết tật.










