 Dịch
Dịch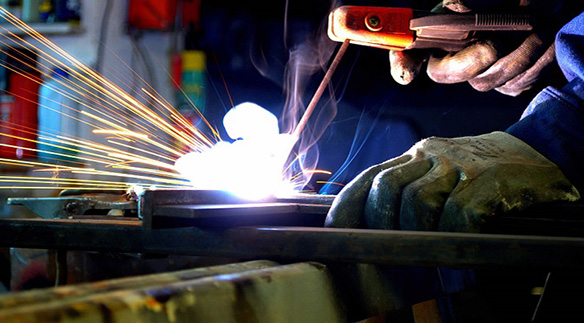
Các phương pháp hàn hồ quang được sử dụng phổ biến nhất cho hàn ghép mối các loại kim loại. Hàn hồ quang được bao gồm một quá trình trong đó điện cực tự phát ra hồ quang và bị nóng chảy, sau đó đông đặc tạo thành kim loại mối hàn. Được gọi là HÀN HỒ QUANG ĐIỆN CỰC NÓNG CHẢY.
CÁC PHƯƠNG PHÁP HÀN HỒ QUANG
Quá trình hàn hồ quang trong đó điện cực chỉ tạo ra hồ quang, và dây hoặc thanh kim loại điền đầy được đưa vào để tạo kim loại mối hàn. Được gọi là HÀN HỒ QUANG ĐIỆN CỰC KHÔNG NÓNG CHẢY

HÀN HỒ QUANG TAY (Shielded Metal Arc Welding - SMAW)
Phương pháp HÀN HỒ QUANG TAY được phát minh năm 1907. Như miêu tả trong hình 2 phương pháp này đơn giản và chi phí thiết bị thấp, và nó cho phép sử dụng hàn dễ dàng. Thường được sử dụng với nguồn hàn AC hoặc DC (DC+, DC- ) Đặc tính dòng điện là CC (Constan Current) dòng điện không đổi.
 Hàn hồ quang tay
Hàn hồ quang tayTrong phương pháp này nhiệt lượng hồ quang được tạo ra giữa que hàn có vỏ thuốc và kim loại cơ bản được sử dụng để làm nóng chảy. Khí bảo vệ hồ quang và bể hàn nóng chảy thu được từ sự phân huỷ của vỏ bọc khi cháy. Nó được áp dụng để hàn hầu hết các loại vật liệu kim loại trên thực tế, cùng với nhiều loại vật liệu hàn tiêu hao. Vì các yêu cầu đối với các lĩnh vực gia công chế tạo có hiệu suất hàn cao, một vài biến đổi của phương pháp hàn hồ quang tay thí dụ như:
Hàn trọng lực Hàn hồ quang dùng lực đẩy lò xo Hàn hồ quang có khuôn đỡ
Nguyên lý của phương pháp hàn hồ quang tay được mô tả trong hình sau
 Nguyên lý của hàn hồ quang tay
Nguyên lý của hàn hồ quang tayHÀN HỒ QUANG DƯỚI LỚP THUỐC (Submerged Arc Welding - SAW)
Hàn hồ quang dưới lớp thuốc được phát minh trong năm 1935, rất có hiệu quả khi hàn, phương pháp này có thể đạt tới dòng điện từ 500 đến 1300A, nó cho độ ngấu sâu, và có thể áp dụng cho hàn kim loại có chiều dày lớn. Thường được sử dụng với nguồn hàn AC hoặc DC (DC+, DC- ) Đặc tính dòng điện là CC (Constan Current) dòng điện không đổi, nhưng cũng có những thiết bị sử dụng đặc tính là CV (ConstanVoltage) điện áp ổn định.
Trong phương pháp này, các hạt thuốc được đưa vào rãnh mối ghép hàn của kim loại cơ bản, và điện cực trần được đưa vào trong đó, trong khi hồ quang được tạo ra giữa điện cực và kim loại cơ bản.
Các điểm đặc trưng của hàn hồ quang dưới lớp thuốc được phát biểu như sau
a) Do có thể sử dụng dòng điện lớn nên hiệu suất hàn cao b) Chất lượng của kim loại mối hàn như nhau c) Không cần nhìn hồ quang trong khi tiến hành hàn d) Khói hàn tạo ra ít e) Chi phí thiết bị cao f) Không phù hợp cho những mối hàn ngắn hoặc cong, hoặc trong vị trí hàn leo và hàn trần. g) Yêu cầu kích thước rãnh hàn có độ chính xác cao. h) Do độ ngấu sâu, chất lượng của kim loại mối hàn phụ thuộc rất lớn vào thành phần hoá học của kim loại cơ bản và điều kiện hàn.
 Hàn dưới lớp thuốc[/caption]
Hàn dưới lớp thuốc[/caption]HÀN HỒ QUANG KIM LOẠI TRONG MÔI TRƯỜNG KHÍ CO2 (CO2 Gas - Shielded Metal Arc Welding – GMAW)
Thường được sử dụng với nguồn hàn (DC phân cực dương) và đặc tính dòng điện là CV (điện áp ổn định). Trong phương pháp này, dây hàn trần được đưa vào liên tục trong khi đó khí CO2 được cung cấp từ bên ngoài thổi vào xung quanh hồ quang và bảo vệ bể hàn.
Phương pháp này có các điểm đặc trưng sau
1) Độ ngấu sâu, và tốc độ hàn cao. 2) Là phương pháp hàn kinh tế vì khí CO2 không đắt. 3) Phù hợp cho hàn với bất kỳ công việc nào đòi hỏi các đường hàn thẳng, cong hoặc chiều dài của mối. 4) Có thể hàn các tấm dày và mỏng, ở mọi tư thế. 5) Thao tác hàn dễ dàng. 6) Chất lượng của mối hàn có khả năng bị tác động bởi gió. 7) Thiết bị hàn đắt tiền. 8) Dung sai của điều kiện hàn nhỏ
 Hệ thống máy hàn Co2
Hệ thống máy hàn Co2Thay dây hàn trần bằng dây hàn có lõi thuốc, và biến đổi này đôi khi được gọi là HÀN HỒ QUANG DÂY HÀN LÕI THUỐC (FCAW - Flux Cored Arc Welding). Loại dây hàn có lõi thuốc có thể sử dụng bằng nguồn DC với phân cực là DC+ hoặc DC- .

Các định nghĩa của hàn MAG, hàn FCAW, và cũng như hàn GMAW được trình bày trong phần II “Các thuật ngữ hàn và ký hiệu mối hàn”.
HÀN HỒ QUANG TRONG MÔI TRƯỜNG KHÍ TRƠ MIG(Metal Inert Gas)- GMAW
Trong phương pháp hàn MIG, một hồ quang được tạo ra giữa đầu dây hàn trần và kim loại cơ bản, trong khi đó hồ quang được bảo vệ bằng khí argon hoặc helium. Phương pháp này cũng nằm trong nhóm các phương pháp hàn GMAW. Khi dùng phương pháp hàn MIG cho các kim loại như hợp kim nikel, hợp đồng, nhôm… thường sử dụng khí trơ làm khí bảo vệ. https://www.weldtec.com.vn/tu-van/cach-han-ho-quang-dien-ky-thuat-han-dinh.htmlNhưng khi hàn thép không gỉ, khí bảo vệ được sử dụng là hỗn hợp khí giữa 2% ô xy và argon. Khi hàn thép hợp kim thấp, sử dụng khí bảo vệ là argon trộn thêm 5% CO2. Do tác động ô xy hoá xảy ra rất nhỏ nên những biến đổi này được gọi là hàn MIG và không có hoặc có rất ít xỉ được tạo ra tuỳ thuộc vào thành phần của hỗn hợp khí. Lượng bắn toé cũng rất ít và chất lượng kim loại mối hàn tốt. Để cải thiện khả năng làm việc, hồ quang xung cùng với tần số 60 đến 120 Hz đôi khi được sủ dụng cho phương pháp hàn này.
HÀN HỒ QUANG TỰ BẢO VỆ (Self-Shielded Arc Welding )
Trong phương pháp hàn hồ quang tự bảo vệ, sự bảo vệ có được là do khí được tạo ra từ dây có lõi thuốc, trong khi không sử dụng khí bảo vệ cung cấp từ bên ngoài.
Phương pháp này có những đặc điểm sau
1) Do không cần có bình khí, ống mềm dẫn khí… nên công việc hàn dễ thực hiện ở các vị trí khó và chật hẹp 2) Rỗ khí do gió gây nên hầu như không phát sinh (trừ khi tốc độ gió tới 15m/s…) 3) Nguồn hàn AC và DC dùng cho phương pháp hàn hồ quang tay, có thể được sử dụng ở phương pháp này.

HÀN HỒ QUANG ĐIỆN CỰC TUNGSTEN TRONG KHÍ TRƠ TIG (Tungsten Inert Gas) Arc Welding (GTAW)
Thường được sử dụng với nguồn hàn AC hoặc DC (DC+, DC- ) Đặc tính dòng điện là CC (Constan Current) dòng điện không đổi. Một hồ quang được tạo ra giữa điện cực Tungsten (không nóng chảy) và kim loại cơ bản được bảo vệ bằng khí trơ. Thanh kim loại điền đầy hoặc dây kim loại được đưa vào trong hồ quang đến khi nóng chảy, sau đó kết lắng tạo kim loại mối hàn.

Phương pháp này được áp dụng để hàn cho hầu hết tất cả các loại kim loại, đặc biệt là các tấm mỏng, thép hợp kim cao và thấp, hợp kim nikel, hợp kim đồng. Và trong hàn lớp lót của ống tạo các đường hàn xuyên thấu. Khí argon được sử dụng để bảo vệ trong các ứng dụng thông thường của hàn TIG. Khí Heli thỉnh thoảng cũng được sử dụng, trong các trường hợp như vậy, mối hàn ngấu sâu hơn so với dùng argon, nhưng tác động làm sạch lại kém.
Weldtec đã trình bày với các bạn về một số phương pháp hàn hồ quang cơ bản, quý khách vui lòng liên hệ với số hotline để được tư vấn nhé. Trân trọng cảm ơn quý khách hàng










